Backed by deep manufacturing expertise, we transform fragmented operational data into the real-time intelligence the plant floor and the C-suite both depend on.
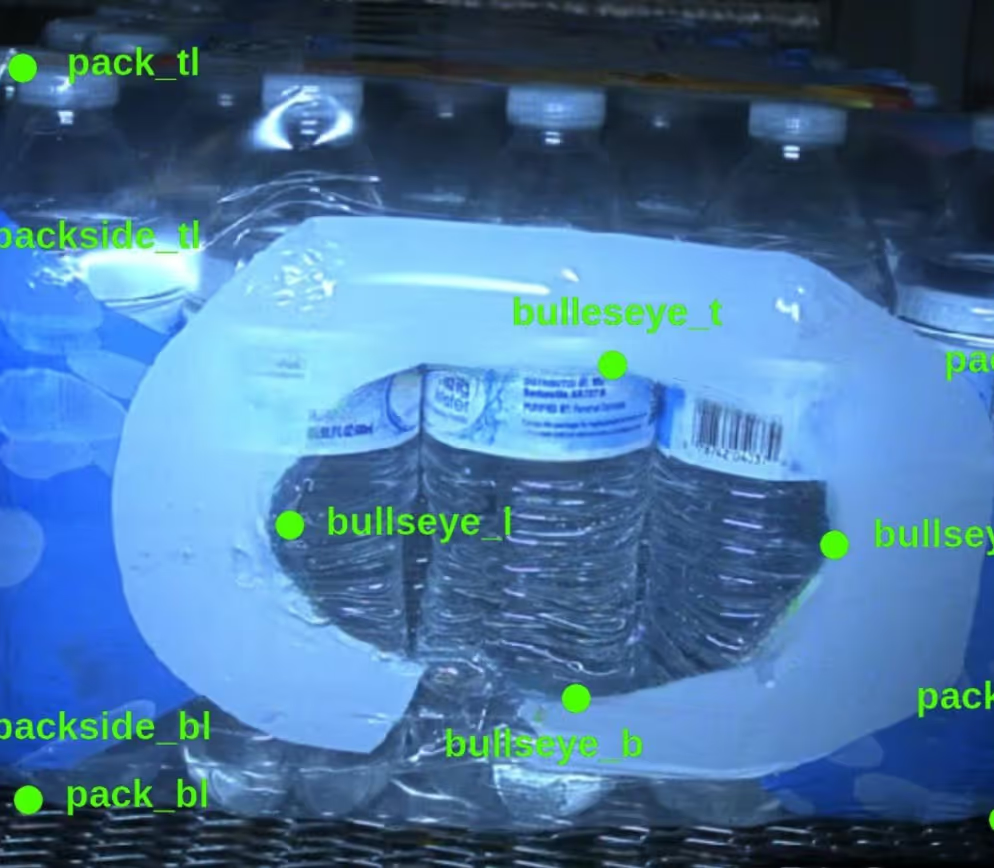
Enhancing packaging quality control with computer vision.
CHALLENGES
Production, quality, maintenance, and supply chain data sit in separate systems. A complete operational picture requires manual reconciliation that slows decisions and creates blind spots.
Manual inspection is labor-intensive, inconsistent, and hard to scale. Defects get missed, rework compounds, and the data behind quality issues never gets captured.
Supply chain volatility and shifting demand patterns make planning difficult. Without predictive models grounded in real operational data, manufacturers react rather than plan ahead.
Unplanned downtime is among the most expensive problems in manufacturing. The signals preceding failure are in the data, just not monitored in a way that enables early intervention.
Capabilities
We unify production, quality, maintenance, and supply chain data into a productized platform, then deploy the predictive, vision, and agentic AI that runs across the operation.

Prioritize use cases across quality, maintenance, supply chain, and production, with a roadmap tied to operational outcomes

Design the data ownership and access framework that makes operational data trustworthy across the organization

Unify production, quality, maintenance, and supply chain data into a centralized, productized platform

Deliver real-time visibility into production performance, quality metrics, supply chain health, and the operational metrics leadership relies on

Deploy predictive maintenance, vision-based quality inspection, anomaly detection, demand forecasting, and agentic workflows
Automate data quality monitoring and policy enforcement across operational data environments

Embed a dedicated team for continuous delivery and innovation across data and AI priorities
James Townend
Sr. Lead, Artificial Intelligence
Use Case
Use Case
What it does
Use Case
What it does
Computer vision systems for defect detection, quality inspection, and safety monitoring at production scale.
Use Case
What it does
Models that surface equipment failure signals and production anomalies in real time, reducing unplanned downtime and catching quality issues before they propagate.
Use Case
What it does
Predictive models for supply chain planning, inventory optimization, and stockout prevention across changing demand patterns.
Use Case
What it does
Sourcing optimization, supplier risk modeling, and distribution analytics across the supply chain network.
Use Case
What it does
Agentic AI workflows for sourcing intelligence, document automation, and predictive maintenance triage.
Use Case
What it does
Intelligent interfaces that give operators and managers fast access to operational data and institutional knowledge.
Use Case
What it does
AI that extracts insights from maintenance records, inspection reports, SOPs, and operational documentation.
FAQ


Discrete and process manufacturing across automotive, food and beverage, industrial equipment, and consumer goods. Use cases and operational context differ by sub-segment; the approach stays consistent across organizations that generate operational data at scale.
We design for operational constraints from the start: existing infrastructure, reliability and uptime requirements, and systems your operations team can monitor and maintain after we hand them off. AI runs where the work happens, not in an isolated analytics environment.
Not always, but data quality matters. If operational data is fragmented or unreliable, we address it inside the engagement rather than engineering AI on a shaky foundation. Many manufacturing engagements combine Data Foundations and Artificial Intelligence into a single coordinated effort.
Most start with a Data & AI Strategy: focused discovery and prioritization across quality, maintenance, supply chain, and production, followed by a phased roadmap. Delivery follows the strategy's top priorities, usually predictive maintenance, vision-based quality, or demand forecasting depending on where the highest-value use cases sit.
Yes. We design around your environment (SAP, Oracle, MES platforms, historians, IoT sensors, ERPs, and the other systems manufacturing organizations run on) and engineer on what you have. We bring deep expertise across leading cloud data platforms to accelerate delivery and reduce integration complexity.
.avif)
.avif)
